










































Welding Fume and Grinding Dust: Steel Fabricator Case Study
The Client
The client on this project was a family, steel fabricator business which was established in 1973 who manufacture quality assured products in tandem with a wide variety of services in their offering, including, fabrication, drilling, sawing, shearing, profiling and; grinding and steel storage. The company is strategically placed to service any steel requirements throughout the UK and have built their business upon a reliable, efficient and fast turnaround service with successful long customers.
The client was in the early stages of building a new operations facility to split the two core functions of the business to have their own building each (fabrication and steel storage) when one of Auto Extract System’s design engineers were invited to site. The footings for the building were in, however, the LEV system’s design was completed off-plan based on the buildings architectural drawings and specification.
The Challenge
Auto Extract Systems were tasked with proposing and installing a comprehensive LEV (local exhaust ventilation) system in their new workshop to safely capture and remove the welding fumes and grinding dust before being emitted into the workplace’s air during the businesses’ operations. The LEV system was installed as part of a project to ensure the site meets stringent operational requirements to work strictly in accordance with HSE’s ‘HSG258: Controlling Airborne Contaminants at Work – A Guide to Local Exhaust Ventilation (LEV)’ guidance.
In 2019, the WHO’s (World Health Organisation) International Agency for Research on Cancer (IARCH) reclassification of welding fume to a carcinogenic after new scientific evidence came to light. The research found that exposure to mild steel welding fumes can cause lung cancer, possibly kidney cancer and neurological effects similar to Parkinson’s disease in humans. As a result, the Workplace Health Expert Committee (a part of HSE (Health and Safety Executive)) endorsed the reclassification and updated their enforcement expectations for mild steel welding fumes, stating: “Regardless of duration, HSE will no longer accept any welding undertaken without any suitable exposure control measures in place, as there is no known level of safe exposure.”
The enforcement expectations came into force with immediate effect; primarily because general ventilation does not provide the necessary control required to safely protect workers. In the STSU1 – 2019 Safety Alert Bulletin: Change in Enforcement Expectations for Mild Steel Welding Fume, businesses were advised to “Make sure exposure to any welding fume released is adequately controlled using engineering controls (typically LEV).”
The Solution
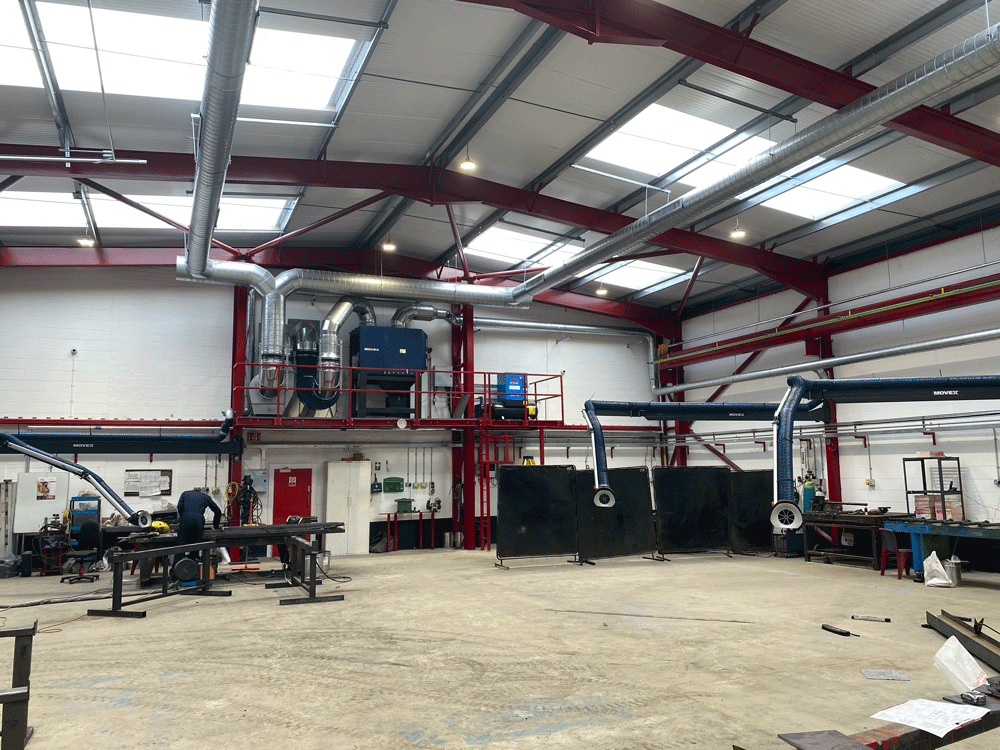
The solution was proposed and agreed to supply and install two LEV systems, the first to capture welding fumes and grinding dust at-source, whilst the second was to capture residual welding fumes and gases as part of a wrap-around general ventilation system.
At-Source Hose Extraction LEV System
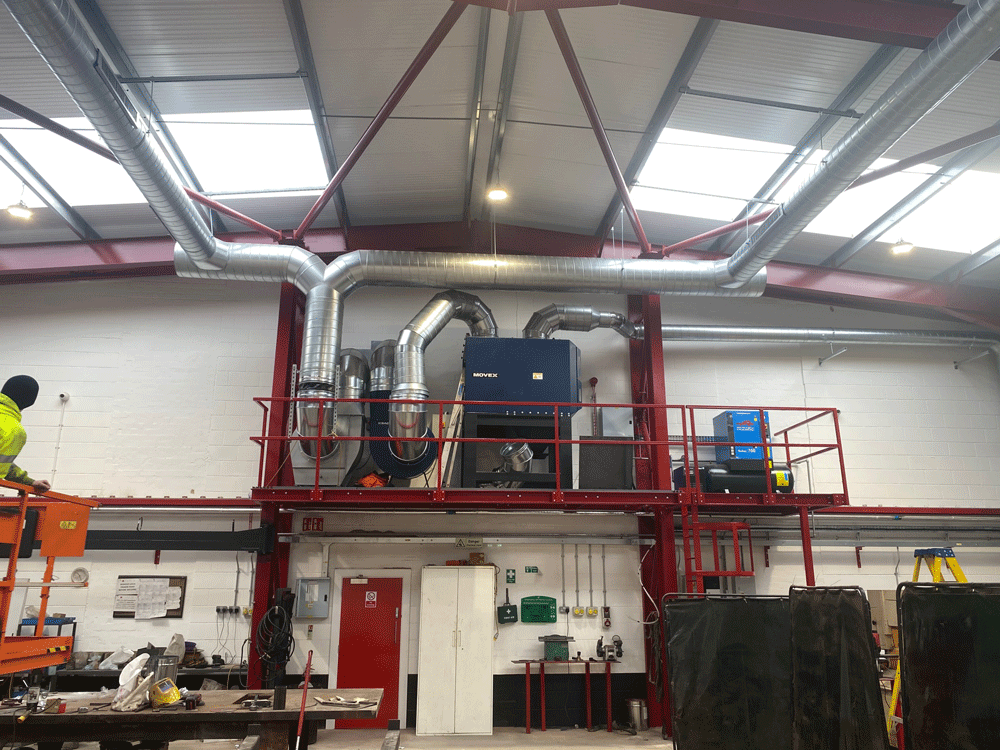
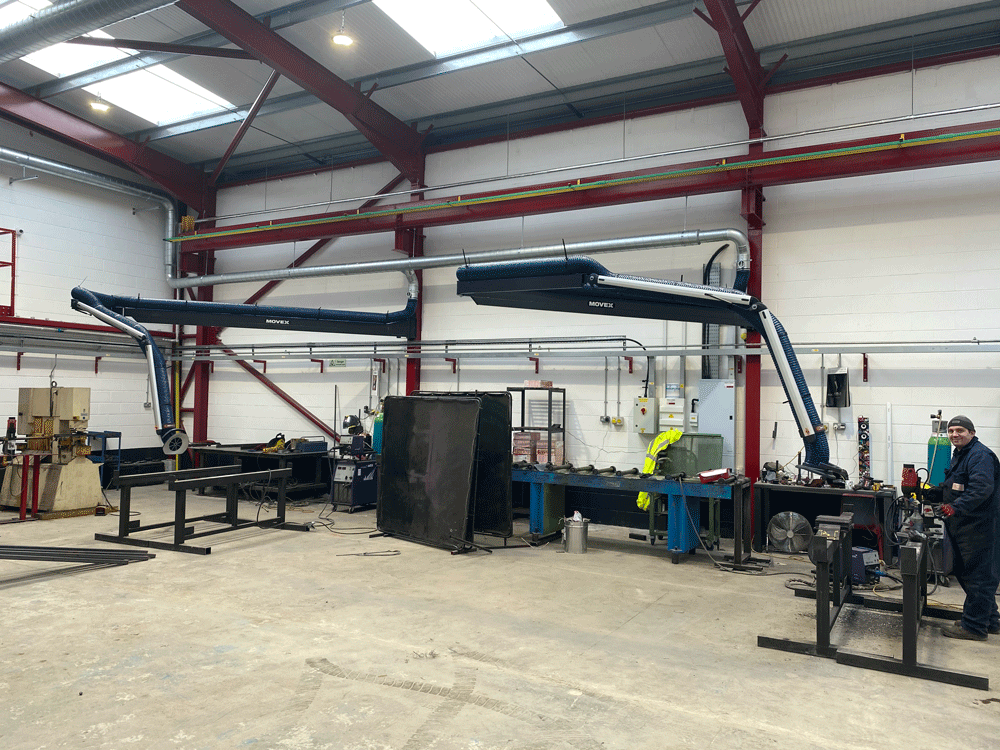
The first system included installing new galvanised steel ducting and fittings to accommodate three points; which consisted of two nine-meter and an eleven-meter long, ⌀160mm hose extraction arms. As the system was being used for both welding and grinding processes, to adhere to HSG258 guidance, welding fumes, dust and gases were fed through a common duct through to a filtration unit by a centrifugal fan.
The hose extraction arms specified featured metallic fume capture hoods, gas-powered support struts and four-way knuckle joints. The arm’s design means they are fully flexible and can be turned virtually 360° to be operated above and below their mounting height, which allows the user to position the hood at-source with a simple operation. This extraction arm also provides the workshop with 25% increased airflow over a traditional-styled internal knuckle extraction arm, as they feature an externally mounted supports, which reduce static pressure airdrops. An ergonomically designed hood which is ideal for the collection of hot welding fumes, gases and grinding. The capture hood features a flat base to take benefit from the Coanda effect; the phenomenon is known to Science when a jet of air clings to a flat surface over a longer length than it would over towards an open collection area, enabling a greater collection of fumes over a longer length than any traditional type all round hood.
Whilst the filtration unit specified for this LEV system was a reverse-pulse filtration unit, a modular dust bank collector filter that could accommodate four cartridge filters. The filtration unit featured the latest innovative technology and is capable of self-monitoring, self-cleaning and filtering up to 99.9% efficiency. A high level of filtration is achieved in this filter by a reverse-pulse process, whereby compressed air is manually released down the inner side of the filter cartridge over internal ‘torpedo’ shaped filter carrier. This process allows for the pneumatic air to be used more effectively down the full length of the filter (compared to conventional cage carried or shaker type filters). It also prolongs the life of the filters and reduces maintenance costs replacing them more frequently. Dust collects in a metal waste bin below and has a 95-litre capacity.
The LEV system was also specified to accommodate another point, as it was stated whilst performing the free site assessment (book yours here) that the business had plans to grow the fabrication workshop. As a result, a comprehensive fan and filtration system that’s capable of managing both the additional airflows and filtration that would be demanded from the addition point were installed, thus to save the company money in future by changing the fan or filter.
Secondary General Ventilation LEV System
The second LEV system was a ‘wrap-around’ system, which works by capturing and expelling any residual plumes (made up of dirty hot fumes, gases and dust) that have risen into the roof space. As the fume leaves the work-piece, it quickly rises to a high level and will eventually meet the cooler roof fabric, which it cannot pass through. The fume will then cool and begin to return downwards settle, but as it still has buoyancy, it can be seen to hang in the roof space (2 to 3-metres from the roof), typically around crane track height. The ‘wrap-around’ system was carefully positioned in the space above the bays and will continually capture and remove fume. The system featured dampen-able grilles along a dual ducting run that was located above the gantry crane track.
All fans specified for the two LEV systems exceed the E.U Directive 2009/125/EC ErP, which is aimed at reducing CO² emissions by 20% by using energy-efficient motors in conjunction with industry-leading blade design.
The two LEV system’s fan outlets were ducted to atmosphere via the nearest wall, where it was upwards to be vented to the atmosphere through high-velocity cowls, as per HSE258 guidance. LEV systems were designed to fully compliant with the latest HSE guidance and for 100% utilisation, so; all points have the capacity to be open at once.
