








































Residual Fume and Heat: Die-casting Manufacturer Case Study
The Client
A global manufacturer of precision, engineered metal components, who utilise proprietary die-cast technologies to manufactures parts for the automotive, consumer electronics, and healthcare industries, invited Auto Extract Systems into one of their three UK-based manufacturing sites. The invitation was to help provide and help manage the residual fume and heat generated in their manufacturing processes, but also to provide a safer, pollution-free workplace that strictly worked following HSE’s HSG 258: Controlling Airborne Contaminants at Work: A Guide to Local Exhaust Ventilation (LEV) guidance.
The Challenge
A new purpose-built manufacturing plant was a part of the company’s growth strategy to increase and automate more of their production. In the building, the company had planned to accommodate five die casting machines alongside each wall. To ensure the building was a safe working environment for staff and engineers maintaining the machines, above each machine, the company had two identical heat fume LEV systems and a tertiary LEV system to capture and any rising fumes and heat at a higher level, just below the roofline.
The building was approximate 35-metres long x 20-metres wide and had a moving gantry crane on tracks spanning the full length. This made the challenge of providing an effective LEV solution for the residual fume and heat extraction for each of the diecasting machines inherently difficult. This was primarily due to where heat was being emitted from and cooling newly-manufactured hot parts.
The Solution
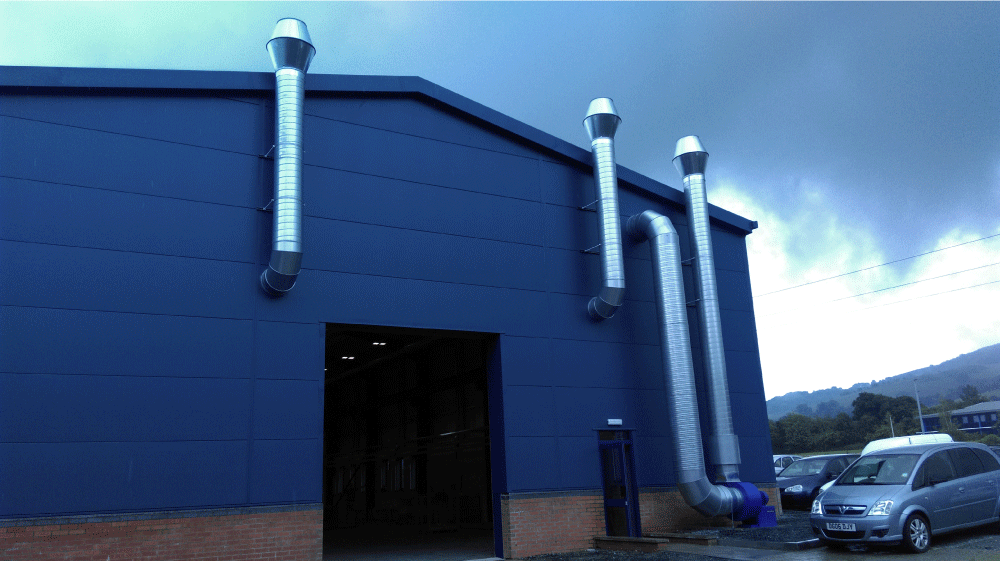
Three solutions were proposed to the client to provide a comprehensive LEV solution for their manufacturing plant and new operation. In the first two systems, each of the five points in either system was complete with a 2.0m x 150mm, 400°C oil-resistant hose, whilst 150mm spigots connected directly the hose directly to the new die-cast machines. The systems were both designed to comply with the latest HSE guidance of >0.5m/s at the effective distance and were also designed for 100% utilisation (all points open at once). Each point was connected to a common duct that ran to a centrifugal fan, which was ducted outside and turned upwards to vent the air to the atmosphere through a high-velocity cowl.
Whilst the tertiary LEV system was a general ventilation ‘wrap-around’ system, whereby any residual fumes and heat that had risen into the roof space where captured and expelled. The system featured dampen-able grilles along a dual ducting run that was located above the gantry crane track. The dual ducting run was connected to a centrifugal fan which was ducted outside and turned upwards to vent the air to the atmosphere through a high-velocity cowl.
Subsequently, following on from the installation of these three systems, the client began experiencing an issue that hadn’t been envisaged when planning the two at-source extraction systems. As a result, the client invited Auto Extract Systems back to adapt the systems to accommodate a preliminary oil-mist filter to capture and recover oil which was being generously used to line the die-cast mould – read the full case study here.
The Feedback
The company’s maintenance manager complimented the extraction system’s efficiencies by stating: “We’re very impressed with the extraction system Auto Extract Systems have installed. On the occasion where the factory has reached temperatures above 30oC, you can instantly feel the heat being drawn out of the building.”
Since this installation, Auto Extract Systems have since been invited back to the site to replicate the innovating ‘wrap-around’ system in another of their manufacturing plants, where temperatures were regularly exceeding temperatures stated in the HSE Workplace Regulations (1992) guidance. The guidance states: “Working temperatures should be below 30°C (or 27°C for those engaged in physically demanding work) for optimum working conditions.”
Auto Extract Systems continue to maintain the LEV system installed with an annual LEV test. LEV testing is a legal requirement and should be tested at least once in a 14-month period for compliance with HSE standards; they often form part of a company’s insurance requirements too. We also recommend that LEV equipment should be serviced at least every 14 months and more frequently if its usage is high (find out more about LEV servicing here), so it operates within its required benchmark performance and reduces hazardous substances exposure.
